

The process begins with the complete disassembly of the balance assembly.
As the balance wheel is riveted to the balance staff, it must be removed with utmost care to avoid distortion of the wheel or deformation of the roller.
Following this, a suitable carbon steel blank is prepared.
After hardening and tempering to achieve the correct balance of strength and resilience, the material is mounted in the lathe and precisely centered to ensure absolute concentricity.
The staff is then turned to the exact seating diameter for the balance wheel.
This operation demands extreme precision, as even the slightest deviation will compromise the integrity of the riveted fit.
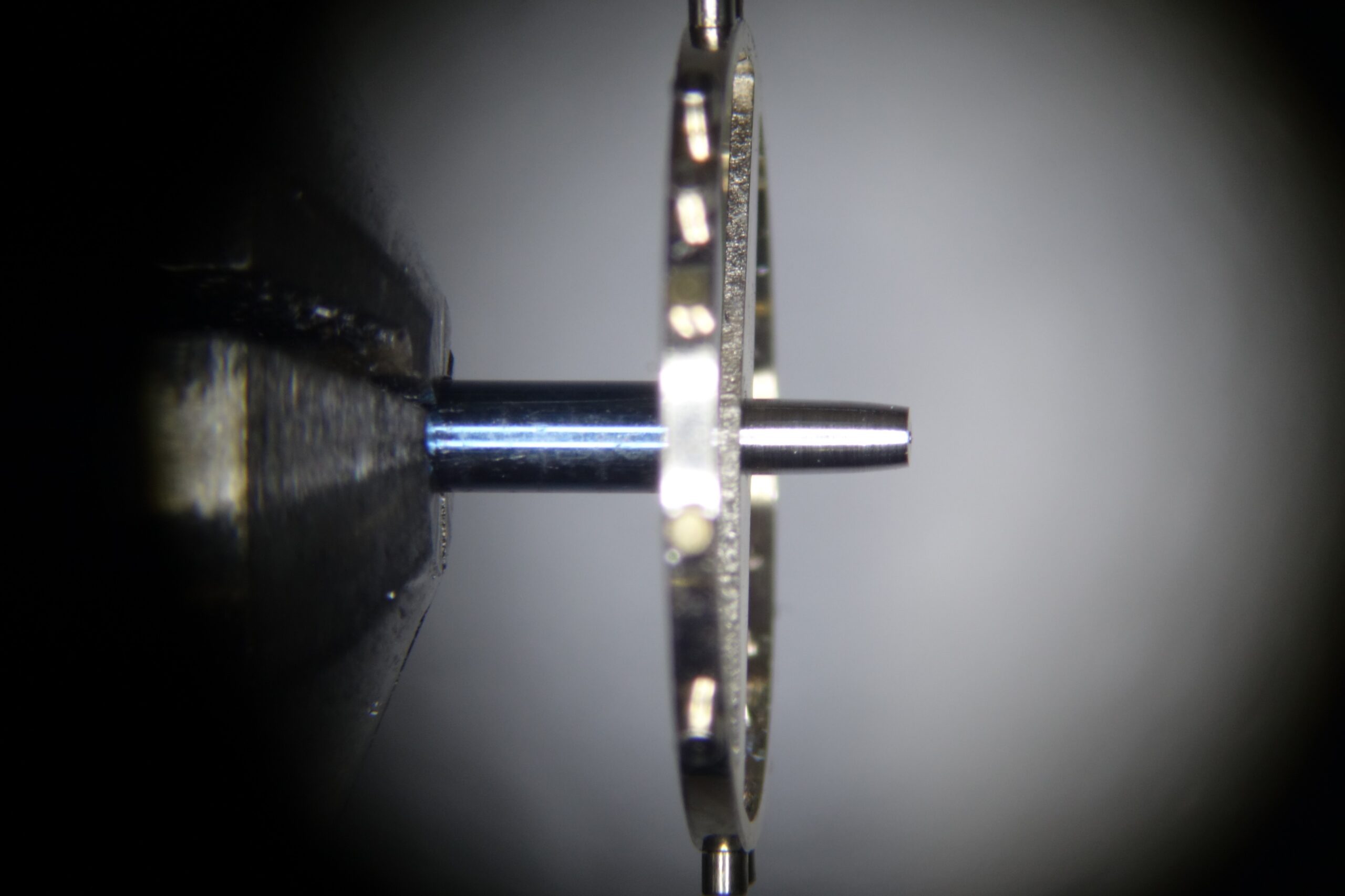
The upper section is further reduced to the precise dimension required for the friction-fit of the hairspring collet, with careful control to preserve correct tolerances.

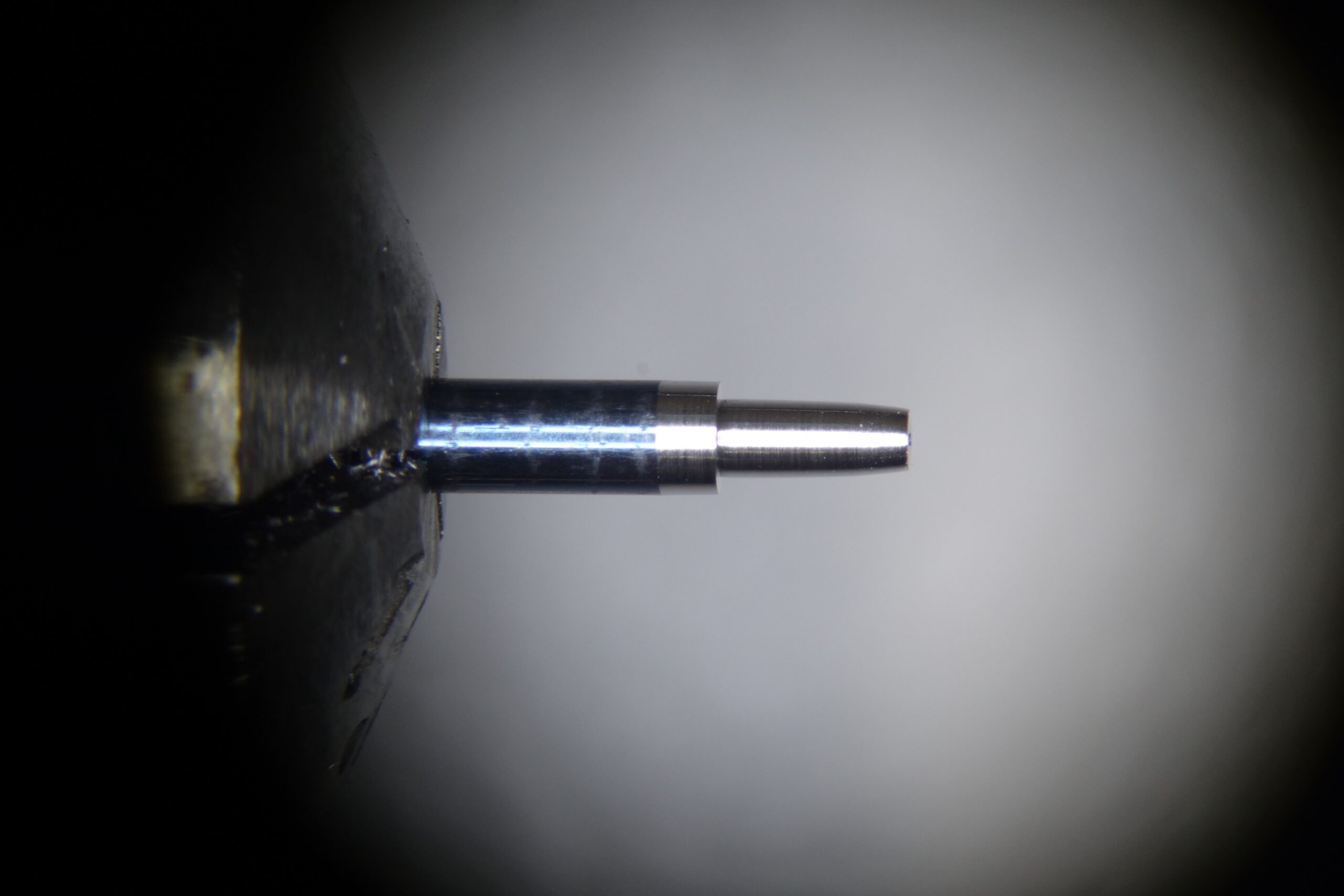
Attention is then given to the upper pivot, which is finished to match the upper jewel with optimal clearance, ensuring minimal friction and stable amplitude.
Magnified view.

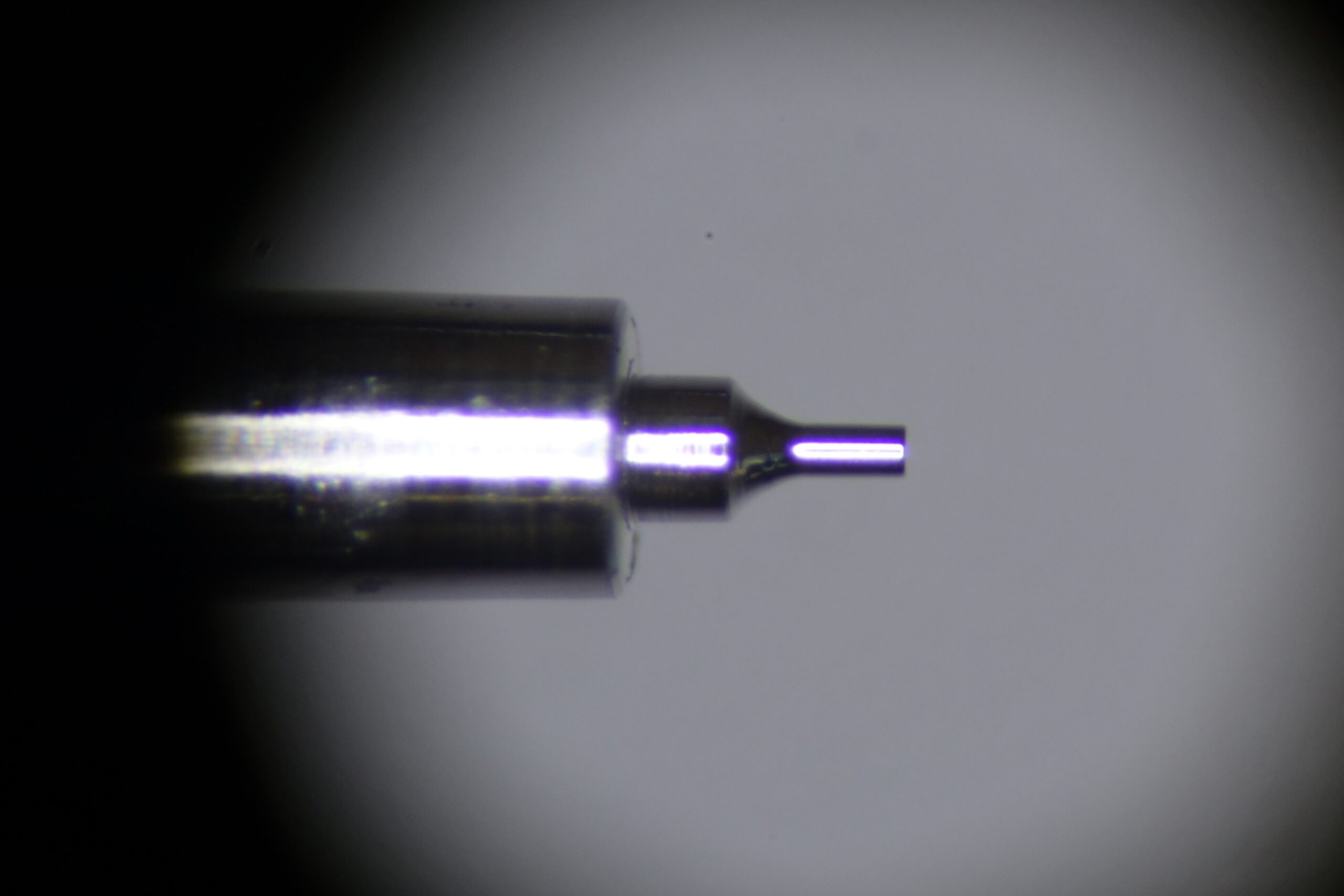
Once the upper portion is completed, the lower section is roughed out, parted off, and subsequently finished.
Perfect alignment between the upper and lower pivots is essential, as any eccentricity will directly impact the dynamic poise of the balance and the overall chronometric performance.

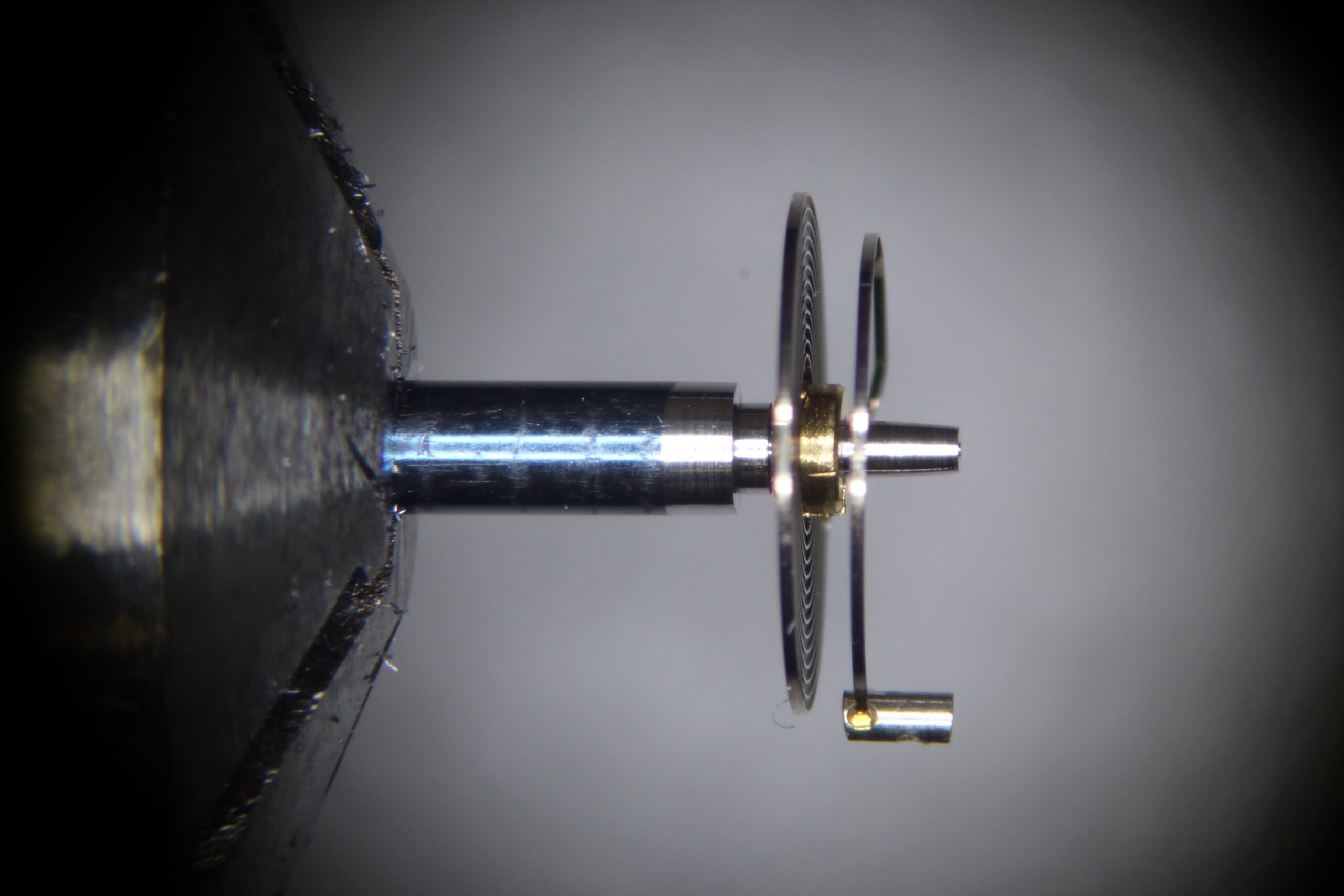
The balance staff is thus completed.
The newly fabricated staff is shown on the left.